
")
作為一個專業代理商,從加工技術到完整解決方案,不只提供您產品,更提昇您的競爭力。
整體式鎢鋼銑刀
T 系列 - 粗銑圓鼻刀專為粗銑應用而設計的刀具,刀刃具有較小的進入角,藉由薄化切屑減小切削阻力,進而提高進給速度,是合用於需要移除大量材料的場合,加工中小型模具時,可以大幅縮短拔料時間,披覆耐高溫耐磨鍍層,長時間加工,刀刃磨耗小。






 |
 |
 |
 |
 |
 |
 |
 |

 |
 |
 |
 |
 |
 |
 |
一般鋼材或經過熱處理的鋼材皆適用,硬度至 65HRC。如 S15C/S45C、SKD 1/4/6/10/11/61、P20/20+1、SKT 4/6 等鋼材 ...

切削阻力小,可高進給加工,縮短材料移除時間。
-
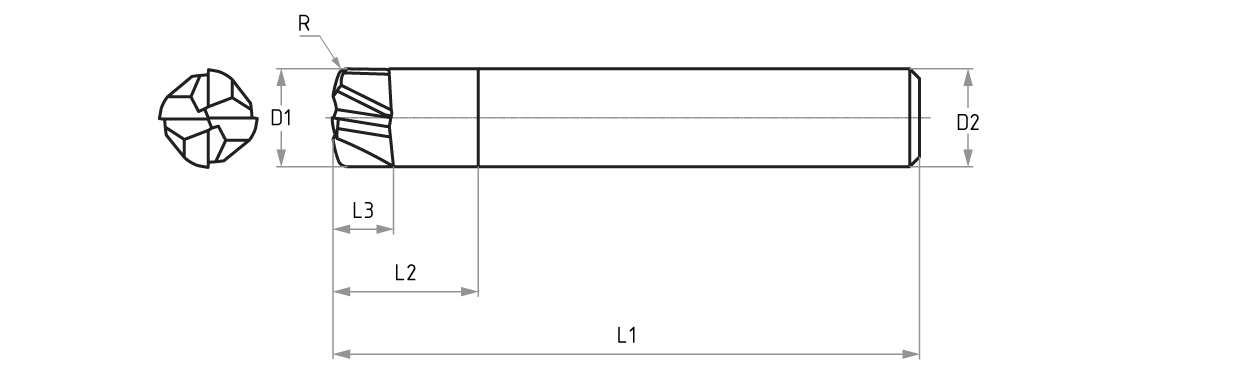
料號
Ordering Number刃徑
D1刃長
L2有效長
L3圓角
R柄徑
D2總長
L1刃數
Z庫存 THT0606801207-034 6 3 12 0.7 6 50 4 Y THT0606502007-034 6 3 20 0.7 6 50 4 Y THT0808631510-044 8 4 15 1 8 63 4 Y THT0808632510-044 8 4 25 1 8 63 4 Y THT1000702012-044 10 4 20 1.2 10 70 4 Y THT1000703012-044 10 4 30 1.2 10 70 4 Y THT1200652517-054 12 5 25 1.7 17 65 4 Y THT1200793517-054 12 5 35 1.7 17 79 4 Y
-
加工參數
切削速度:每刃切削量 (fz) / 切深 (ap):溝槽粗加工材料 應用 切削速度(Vc) 快削鋼 / 軟鋼 粗加工 150-250 精加工 250-350 一般工具鋼 / 鑄鋼 粗加工 150-220 精加工 220-300 較難加工的工具鋼及工具鋼 粗加工 120-170 精加工 170-250 材料 刃徑 2 3-4 5-6 7-8 9-10 11-12 13-14 15-16 快削鋼 / 軟鋼 fz 0.02-0.04 0.03-0.06 0.05-0.08 0.05-0.08 0.06-0.10 0.07-0.12 0.07-0.12 0.08-0.12 ap 1.0-1.5 1.5-2.0 2.5-3.0 3.5-4.0 4.5-5.0 5.0-6.0 5.0-6.0 6.0-8.0 一般工具鋼 / 鑄鋼 fz 0.02-0.04 0.03-0.06 0.05-0.08 0.05-0.08 0.06-0.10 0.07-0.12 0.07-0.12 0.08-0.12 ap 1.0-1.5 1.5-2.0 2.5-3.0 3.5-4.0 4.5-5.0 5.0-6.0 5.0-6.0 6.0-8.0 較難加工的工具鋼及工具鋼 fz 0.02-0.04 0.03-0.06 0.05-0.08 0.05-0.08 0.06-0.10 0.07-0.12 0.07-0.12 0.08-0.12 ap 1.0-1.5 1.5-2.0 2.5-3.0 3.5-4.0 4.5-5.0 5.0-6.0 5.0-6.0 6.0-8.0 -
加工範例
料號 案例一 案例二 機器廠牌 OKUMA 快捷 AV-128 最高轉速 15000 24000 CNC 控制器 OKUMA SIEMENS 刀把系統 HSK-A63 HSK-A63 材料牌號 S136H 8407 材料硬度 56 HRC 52 HRC 刀具直徑 6 6 刀具R角 0.7 1 刀具刃數 4 2 夾持方式 筒夾 熱縮 伸出長 25 28 冷卻方式 吹氣 噴水 加工方式/路徑 開粗挖槽 二粗、等高、等寬 切削速度 Vc 150 188 每刃切削量 fz 0.3 0.1 轉速 N (S) 8000 10000 進給 Vf 10000 4000 加工總深度 Dc 20 16 切深 Ap 0.2 0.12 切寬 Ae 2 0.16 加工總時間 T 50 90 屑片量 客戶評價 刀具磨耗僅0.001mm,客戶非常滿意 刀具幾乎無磨損,客戶非常滿意 -
電子型錄