
")
作為一個專業代理商,從加工技術到完整解決方案,不只提供您產品,更提昇您的競爭力。
捨棄式刀具及刀片
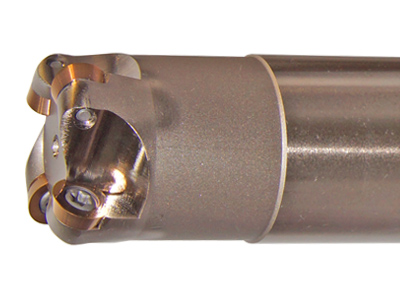
圓形刀片刀具 / R3.5 圓鼻刀桿圓形刀片刀具





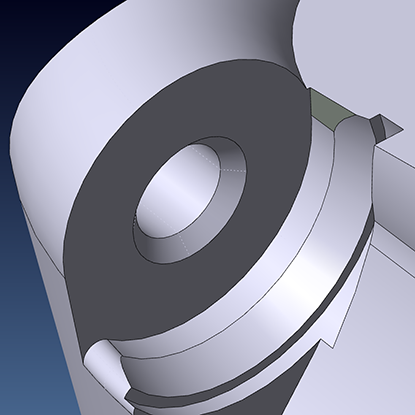
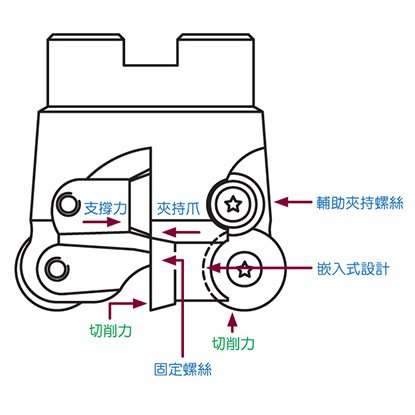
- 專利刀座設計,可完全吸收軸向力及徑向力。
- 切削力由刀座本體支撐,而不是只靠固定螺絲支撐,提高刀頭及刀片整體剛性。
- 切削力由刀座本體支撐,而不是只靠固定螺絲支撐,提高刀頭及刀片整體剛性。
- 可以高進給加工,依然維持高度穩定性。
- 優良排屑空間設計,有效排屑,可避免刀頭及工件遭鐵屑二次破壞。
- 精確的冷噴口設計,即使在嚴苛加工狀況,亦可確保冷卻液沖到刀片刃口,有效冷卻並降低摩擦阻力。

 |
 |
 |
 |
 |
 |

P20、S45C...

每一顆刀片在熱燒結成型後,刀刃還必須經過精密研磨處理,刀片外型尺寸公差達到 ISO 規範的 H 級 (±0.013mm),優於大部份其他品牌同級產品 (僅符合 M 級 ± 0,05-0,15)。尺寸精準的刀片在加工時帶來諸多效益,刀具不僅可用於粗/中加工,更可以利用於精修,確保工件加工完成的尺寸更為準確。刀片和刀座之間的組裝更緊密,大幅減少加工時產生的振動與熱能,減少了刀片的磨耗,延長刀片壽命,而且讓加工過程更穩定安全,同時降低了有形和無形的生產成本。
-
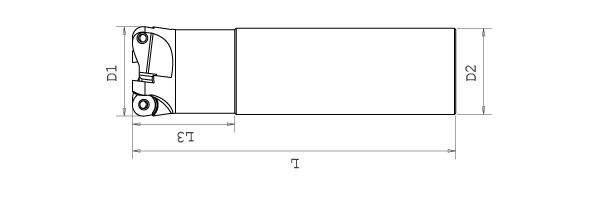
料號
Ordering Number刃徑
D1總長
L1柄徑
D2圓角
RB 刃數
Z螺絲
THREAD起子
TORX SIZER16R350L120-2T-00 16 120 16 3.5 - 2 M2.5 T7 R16R350L150-2T-00 16 150 16 3.5 - 2 M2.5 T7 R20R350L120-3T-00 20 120 20 3.5 - 3 M2.5 T7 R20R350L150-3T-00 20 150 20 3.5 - 3 M2.5 T7 R25R350L150-4T-00 25 150 25 3.5 - 4 M2.5 T7 R25R350L200-4T-00 25 200 25 3.5 - 4 M2.5 T7 R25R350L250-4T-00 25 250 25 3.5 - 4 M2.5 T7 R30R350L150-5T-00 30 150 25 3.5 - 5 M2.5 T7 R30R350L200-5T-00 30 200 25 3.5 - 5 M2.5 T7 R30R350L250-5T-00 30 250 25 3.5 - 5 M2.5 T7 R35R350L150-6T-00 35 150 32 3.5 - 6 M2.5 T7 R35R350L200-6T-00 35 200 32 3.5 - 6 M2.5 T7 R35R350L250-6T-00 35 250 32 3.5 - 6 M2.5 T7 R40R350L150-6T-00 40 150 32 3.5 - 6 M2.5 T7 R40R350L200-6T-00 40 200 32 3.5 - 6 M2.5 T7 R40R350L250-6T-00 40 250 32 3.5 - 6 M2.5 T7 -
料號
Ordering NumberISO 編碼
ISO Code材質
Grade鍍層
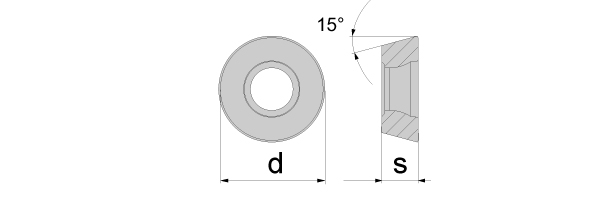
Coating邊長
l厚度
s圓角
r螺絲
Screw適用加工材料 RDHX0702M0S-P20 RDHX 0702 M0S P20 HYPERLOX 7 2.38 3.5 M2.5 PK RDHX0702M0T-K10 RDHX 0702 M0T K10 INOXACON 7 2.38 3.5 M2.5 PMKNSH RDHX07T1M0S-P20 RDHX 07T1 M0S P20 HYPERLOX 7 1.98 3.5 M2.5 PK RDHX07T1M0T-K10 RDHX 07T1 M0T K10 INOXACON 7 1.98 3.5 M2.5 PMKNSH