
")
作為一個專業代理商,從加工技術到完整解決方案,不只提供您產品,更提昇您的競爭力。
整體式鎢鋼銑刀
E 系列 - 球刀適合加未經熱處理,硬度低於 48HRC 的一般鋼材,包括軟鋼、中碳鋼、工具鋼、鑄鋼、鎳鉻合金鋼等等。採用高品質碳化鎢圓棒,搭配先進耐磨鍍層,加工進給速度更快,優異的幾何設計和精確的公差,確保工件尺寸準確,生產過程穩定。






 |
 |
 |
 |
 |
 |
 |

 |
 |
 |
 |
 |
未經熱處理的 S15C/S45C、SKD 4/ 6/61/10/11、 P20/20+1、SKT 4/6 ... 等一般鋼材

加工毛刺少、 加工面粗糙度優良、品質穩定壽命一致。
-
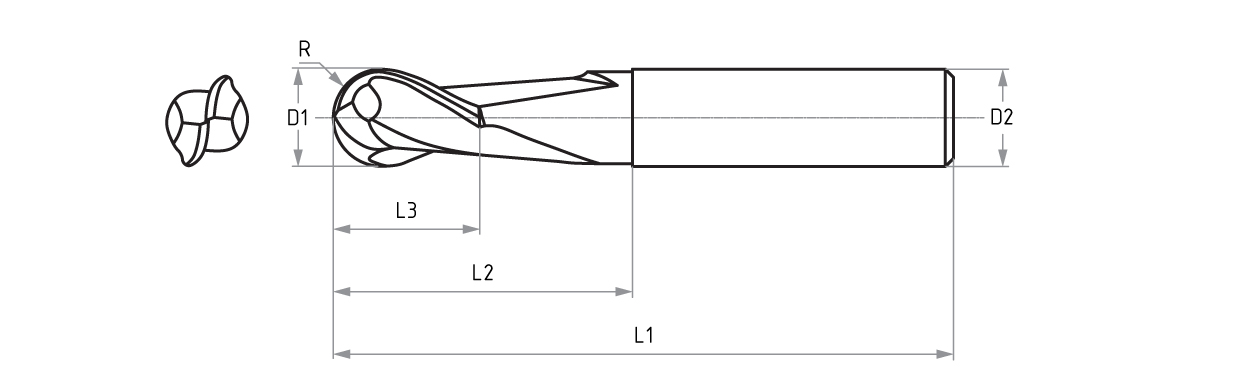
料號
Ordering Number刃徑
D1刃長
L2有效長
L3圓角
R柄徑
D2總長
L1刃數
Z庫存 B0100408050-0102 1 1 8 0.5 4 50 2 Y BF02004050-0402 2 4 - 1 4 50 2 Y B0200408050-0202 2 2 8 1 4 50 2 Y BF03004050-0602 3 6 - 1.5 4 50 2 Y B0300410050-0302 3 3 10 1.5 4 50 2 Y BF04004050-1002 4 10 - 2 4 50 2 Y B0400412050-0602 4 6 12 2 4 50 2 Y BF06006050-1202 6 12 - 3 6 50 2 Y B0600618050-0902 6 9 18 3 6 50 2 Y BF08008063-1602 8 16 - 4 8 63 2 Y B0800825063-0802 8 8 25 4 8 63 2 Y BF10010070-3002 10 30 - 5 10 70 2 Y B1001030070-1502 10 15 30 5 10 70 2 Y BF120120075-3502 12 35 - 6 12 75 2 Y B1201235075-1802 12 18 35 6 12 75 2 Y
-
加工參數
切削速度:每刃切削量 (fz) / 切深 (ap):溝槽粗加工材料 應用 切削速度(Vc) 快削鋼 / 軟鋼 粗加工 150-250 精加工 250-350 一般工具鋼 / 鑄鋼 粗加工 150-220 精加工 220-300 較難加工的工具鋼及工具鋼 粗加工 120-170 精加工 170-250 材料 刃徑 2 3-4 5-6 7-8 9-10 11-12 13-14 15-16 快削鋼 / 軟鋼 fz 0.02-0.04 0.03-0.06 0.05-0.08 0.05-0.08 0.06-0.10 0.07-0.12 0.07-0.12 0.08-0.12 ap 1.0-1.5 1.5-2.0 2.5-3.0 3.5-4.0 4.5-5.0 5.0-6.0 5.0-6.0 6.0-8.0 一般工具鋼 / 鑄鋼 fz 0.02-0.04 0.03-0.06 0.05-0.08 0.05-0.08 0.06-0.10 0.07-0.12 0.07-0.12 0.08-0.12 ap 1.0-1.5 1.5-2.0 2.5-3.0 3.5-4.0 4.5-5.0 5.0-6.0 5.0-6.0 6.0-8.0 較難加工的工具鋼及工具鋼 fz 0.02-0.04 0.03-0.06 0.05-0.08 0.05-0.08 0.06-0.10 0.07-0.12 0.07-0.12 0.08-0.12 ap 1.0-1.5 1.5-2.0 2.5-3.0 3.5-4.0 4.5-5.0 5.0-6.0 5.0-6.0 6.0-8.0 -
加工範例
料號 案例一 案例二 機器廠牌 OKUMA 快捷 AV-128 最高轉速 15000 24000 CNC 控制器 OKUMA SIEMENS 刀把系統 HSK-A63 HSK-A63 材料牌號 S136H 8407 材料硬度 56 HRC 52 HRC 刀具直徑 6 6 刀具R角 0.7 1 刀具刃數 4 2 夾持方式 筒夾 熱縮 伸出長 25 28 冷卻方式 吹氣 噴水 加工方式/路徑 開粗挖槽 二粗、等高、等寬 切削速度 Vc 150 188 每刃切削量 fz 0.3 0.1 轉速 N (S) 8000 10000 進給 Vf 10000 4000 加工總深度 Dc 20 16 切深 Ap 0.2 0.12 切寬 Ae 2 0.16 加工總時間 T 50 90 屑片量 客戶評價 刀具磨耗僅0.001mm,客戶非常滿意 刀具幾乎無磨損,客戶非常滿意 -
電子型錄